KC SYNTHETIC MONOCRYSTALLINE DIAMOND POWDER
The supplier to KellerCo Optik & Electronik is also the Sizer of the Synthetic Monocrystalline Diamonds (MCD) and is ISO90001:2000 certified. A very strict process control in their plant, guarantees consistent premium quality of the synthetic diamond powder. With MCD there are two types; resin and metal bond, indicating two kinds of hardness of the diamond along with assorted sizes including mesh sires all complying with the US Bureau of Standards.
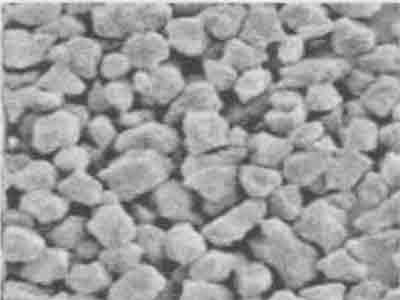
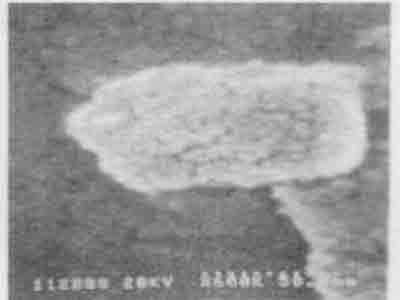
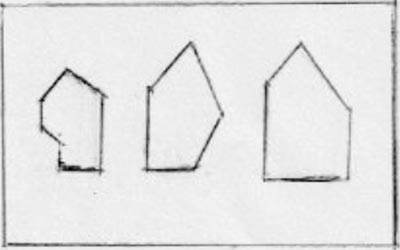
MCD gives sharp edges ensuring clean and efficient cutting action. PCD particles are angular, blocky shaped grains providing numerous cutting faces, yielding less deformation resulting in a superior surface finish.
TECHNICAL DATA
Appearance (Dry state)
Metal Bond-Yellow
Chemical Composition
Physical Data
STANDARD TESTING SIEVE APERTURE
Resin and Metal bond Diamonds are common media for lapping and polishing creating tight tolerances and high finish. Easily mixed with oil, glycol and water based vehicles.
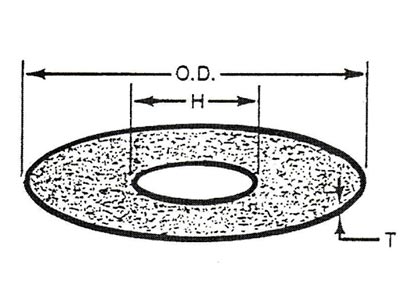
Diamond Wheels
Resin bond diamonds have medium hardness and friability. Used mainly in resinoid bond abrasive wheels either wet or dry. Very forgiving material.
Diamond Wheels
Hard and tougher than resin bond. Meets the demands of hard working conditions such as grinding Ceramics, Quartz and Sapphire.
Very cost effective when sawing sapphire and Silicon Carbide.
*TDS courtesy of UKA